Part No. CT-1700
OPERATION INSTRUCTIONS
Contour Crimp
CONTROLLED CYCLE
CRIMPING TOOL
Crimps Panduit #8 - #1 AWG
copper lugs and splices, #6 - #4
AWG aluminum lugs and splices,
#8 - #2 AWG non-insulated S series
tubular terminals; and #16 AWG -
#3 AWG copper CTAPF taps.
Provides UL Listed and CSA Certified terminations
with applicable Panduit terminals.
COPPER AND ALUMINUM COMPRESSION
CONNECTOR CRIMPING INSTRUCTIONS
OPERATION INSTRUCTIONS
PA23614A01
Rev.: 05 3-2017
CT-1700
Figure 1
1. With the handles in the position,open
depress die release and rotate die to desired
pocket. The pocket will lock in place when an
audible “click” is heard (Die index number and
color appear to the left of corresponding
pocket).
CAUTION: Do not cycle tool unless the die
release button has seated and the die has
locked in place.
Refer to product packaging for selection of the
proper crimp pocket. Place the desired
compression connector in the crimp pocket
(See Fig. 2).
2. Close handles until the connector is held
snugly in position—do not deform the barrel.
3. Remove end plug(s) [for aluminum
compression connectors only]. Insert the
stripped wire into the connector until the wire
stops. Refer to product packaging for wire
strip length.
4. Crimp the connector by closing the handles
until the controlled cycle mechanism releases.
Repeat this operation for the compression
connectors that require more than one
compression.
Upon release, the handles will open
automatically and the crimped connector can
be removed.
After crimping, inspect that the crimp is
centered on the barrel in order to achieve
optimal pullout performance. Also, inspect die
index number embossed in connector by crimp
die.
© Panduit Corp. 2017
Email:
techsupport@panduit.com
EU Website: www.panduit.com/emea
EU Email: emeatoolservicecenter@panduit.com
Technical Support
Tel: 1-800-777-3300
Panduit Europe • EMEA Service Center
Tel: +31 546 580 452 • Fax: +31 546 580 441
CAUTION: Verify power is “OFF” before
working on wiring with this tool. The
cushioned grips are for the user’s
comfort, and are not intended to insulate
against shock while working on live
electrical circuits.
Page: 1 of 2
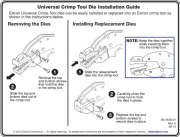
Rotating Crimp
Die Wheel
Crimp Die Release Push Button
Figure 2
DIE INDEX NUMBER
EMBOSSED FOR
INSPECTION
www.panduit.com
CRIMP POCKETS FOR
Panduit Compression
Connectors. Refer to product
packaging for wire range and
proper crimp pocket. Crimp
pockets are identified with
applicable die index number
and color code.
Controlled cycle mechanism
prevents tool f rom opening
before crimp cycle is
complete.
Manual release lever, push
forward in the event that
controlled cycle mechanism
must be released.
Cushioned Handle Grips